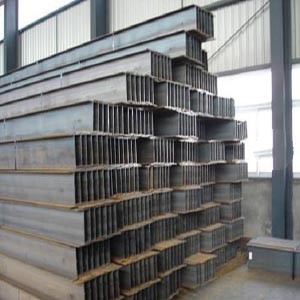
钢结构箱型柱制作工序较多,在此主要介绍钢结构箱型柱制作工序的焊接工艺。
钢结构箱型柱在内腔需要增设隔板,这些隔板有些是由于梁柱连接处,需要加强而设计的,也有的是制造工艺所需增设的。隔板与4块壁板焊接时,应采用电渣焊隔板及衬板全熔透焊缝,隔板与两侧壁板连接时,可采用手工C02气体保护焊,与上下两块壁板(盖板)连接时采用中焊科技电渣焊。隔板CO:气体保护焊要求隔板开K形坡口,当两隔板间距小于200 mm时,隔板间焊道不40便于施焊时也可采用单边V形坡口、背面加垫板,K形坡口和V形坡口都保证熔透焊,焊接参数见表2。隔板电渣焊焊道也为全熔透,电渣焊上、下焊孔要求在焊缝正中位置,焊剂、熔嘴要求烘干温度为200~250℃,焊丝伸出熔嘴20 mm左右,同一个隔板两侧的电渣焊应同时施焊以避免构件焊接变形